

Les méthodes de règlement des profilés en aluminium utilisés dans la construction impliquent généralement un règlement par pesée et un règlement théorique. Le règlement par pesée consiste à peser les profilés en aluminium, y compris les matériaux d'emballage, et à calculer le paiement en multipliant le poids réel par le prix à la tonne. Le règlement théorique est calculé en multipliant le poids théorique des profilés par le prix à la tonne.
Lors du pesage, il existe un écart entre le poids réel et le poids théorique. Cet écart peut avoir plusieurs causes. Cet article analyse principalement les différences de poids dues à trois facteurs : les variations d'épaisseur du matériau de base des profilés en aluminium, les différences de couches de traitement de surface et les variations des matériaux d'emballage. Cet article explique comment contrôler ces facteurs afin de minimiser les écarts.
1. Différences de poids causées par des variations d'épaisseur du matériau de base
Il existe des différences entre l'épaisseur réelle et l'épaisseur théorique des profils, ce qui entraîne des différences entre le poids pesé et le poids théorique.
1.1 Calcul du poids basé sur la variation d'épaisseur
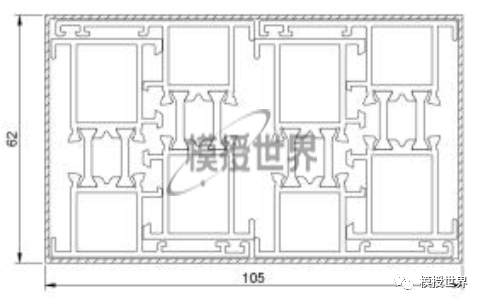
Selon la norme chinoise GB/T5237.1, pour les profilés dont le cercle extérieur ne dépasse pas 100 mm et l'épaisseur nominale est inférieure à 3,0 mm, l'écart de haute précision est de ± 0,13 mm. Prenons l'exemple d'un profilé de cadre de fenêtre de 1,4 mm d'épaisseur : le poids théorique au mètre est de 1,038 kg/m. Avec un écart positif de 0,13 mm, le poids au mètre est de 1,093 kg/m, soit une différence de 0,055 kg/m. Avec un écart négatif de 0,13 mm, le poids au mètre est de 0,982 kg/m, soit une différence de 0,056 kg/m. Pour 963 mètres, la différence est de 53 kg par tonne (voir la figure 1).
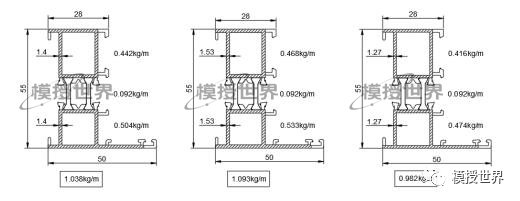
Il convient de noter que l'illustration ne prend en compte que la variation d'épaisseur de la section d'épaisseur nominale de 1,4 mm. Si toutes les variations d'épaisseur sont prises en compte, la différence entre le poids pesé et le poids théorique serait de 0,13/1,4*1000 = 93 kg. L'existence de variations d'épaisseur du matériau de base des profilés en aluminium détermine la différence entre le poids pesé et le poids théorique. Plus l'épaisseur réelle est proche de l'épaisseur théorique, plus le poids pesé est proche du poids théorique. Lors de la production de profilés en aluminium, l'épaisseur augmente progressivement. Autrement dit, le poids pesé des produits fabriqués avec le même ensemble de moules est initialement plus léger que le poids théorique, puis reste constant, puis devient supérieur à ce dernier.
1.2 Méthodes de contrôle des écarts
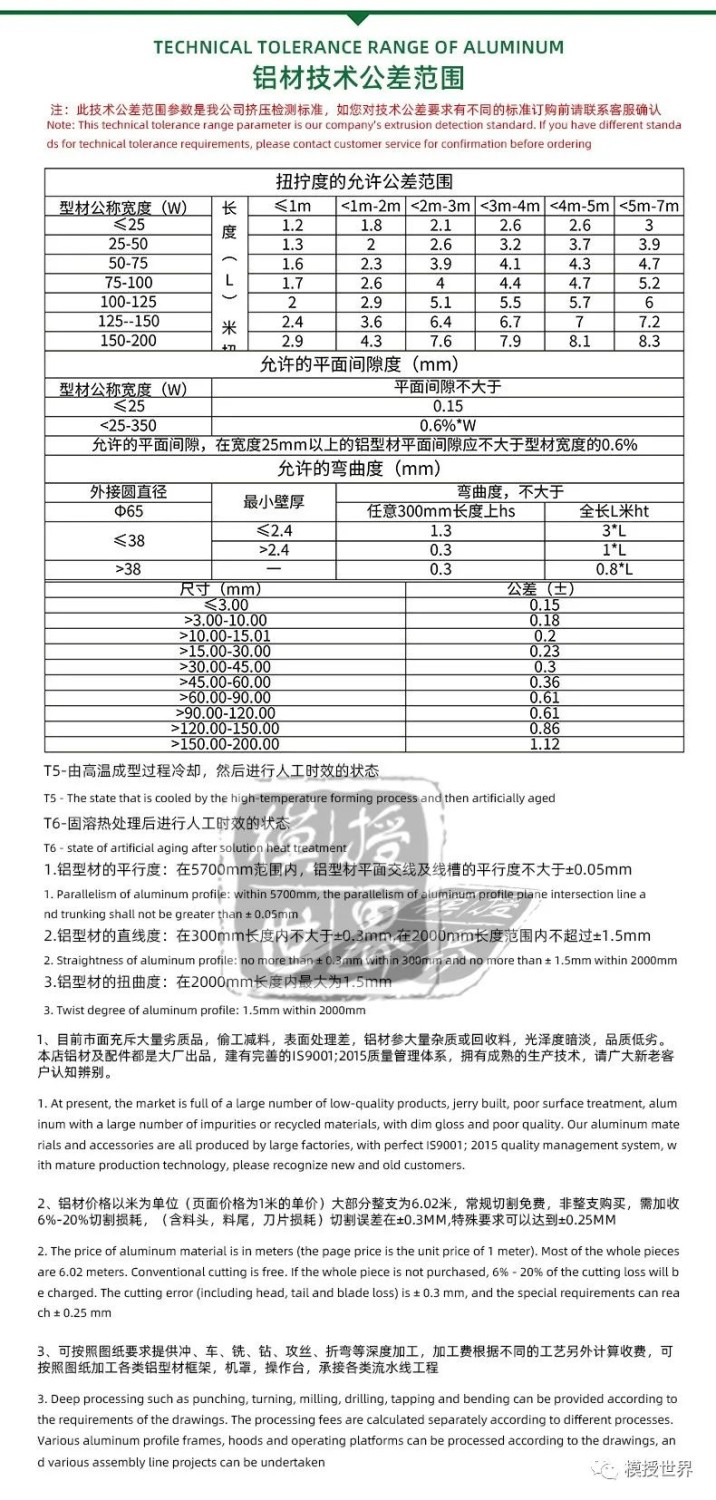
La qualité des moules de profilés en aluminium est essentielle pour contrôler le poids au mètre des profilés. Premièrement, il est nécessaire de contrôler rigoureusement la bande de travail et les dimensions des moules afin de garantir une épaisseur conforme aux exigences, avec une précision de 0,05 mm. Deuxièmement, le processus de production doit être maîtrisé en gérant correctement la vitesse d'extrusion et en effectuant une maintenance après un certain nombre de passages de moulage, comme prescrit. De plus, les moules peuvent subir un traitement de nitruration pour augmenter la dureté de la bande de travail et ralentir la prise d'épaisseur.
2. Poids théorique pour différentes exigences d'épaisseur de paroi
L'épaisseur des parois des profilés en aluminium est soumise à des tolérances, et les exigences des clients varient en fonction de l'épaisseur du produit. Le poids théorique varie selon les tolérances. En général, un écart positif ou négatif est requis.
2.1 Poids théorique pour l'écart positif
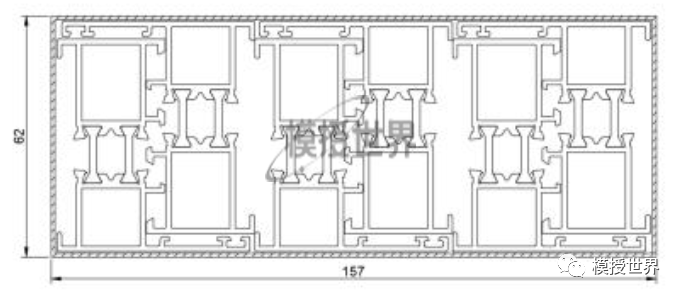
Pour les profilés en aluminium présentant un écart positif d'épaisseur de paroi, la zone de charge critique du matériau de base exige que l'épaisseur de paroi mesurée soit d'au moins 1,4 mm ou 2,0 mm. La méthode de calcul du poids théorique avec tolérance positive consiste à tracer un diagramme d'écart centré sur l'épaisseur de paroi et à calculer le poids au mètre. Par exemple, pour un profilé d'une épaisseur de paroi de 1,4 mm et d'une tolérance positive de 0,26 mm (tolérance négative de 0 mm), l'épaisseur de paroi à l'écart centré est de 1,53 mm. Le poids au mètre de ce profilé est de 1,251 kg/m. Le poids théorique pour la pesée doit être calculé sur la base de 1,251 kg/m. Lorsque l'épaisseur de paroi du profilé est de -0 mm, le poids au mètre est de 1,192 kg/m, et lorsqu'elle est de +0,26 mm, le poids au mètre est de 1,309 kg/m (voir la figure 2).
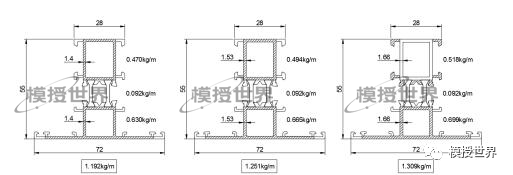
Sur la base d'une épaisseur de paroi de 1,53 mm, si seule la section de 1,4 mm est augmentée jusqu'à l'écart maximal (écart Z-max), la différence de poids entre l'écart positif Z-max et l'épaisseur de paroi centrée est de (1,309 – 1,251) * 1000 = 58 kg. Si toutes les épaisseurs de paroi sont à l'écart Z-max (ce qui est très improbable), la différence de poids serait de 0,13/1,53 * 1000 = 85 kg.
2.2 Poids théorique pour l'écart négatif
Pour les profilés en aluminium, l'épaisseur de paroi ne doit pas dépasser la valeur spécifiée, ce qui implique une tolérance négative. Dans ce cas, le poids théorique doit être calculé comme la moitié de l'écart négatif. Par exemple, pour un profilé d'une épaisseur de paroi de 1,4 mm et d'une tolérance négative de 0,26 mm (tolérance positive de 0 mm), le poids théorique est calculé sur la base de la moitié de la tolérance (-0,13 mm) (voir figure 3).
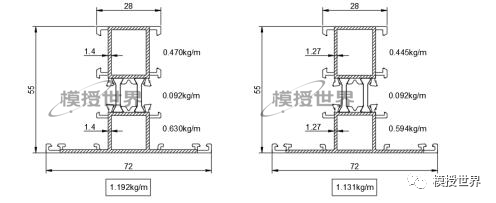
Avec une épaisseur de paroi de 1,4 mm, le poids au mètre est de 1,192 kg/m, tandis qu'avec une épaisseur de paroi de 1,27 mm, le poids au mètre est de 1,131 kg/m. La différence entre les deux est de 0,061 kg/m. Si la longueur du produit est calculée à une tonne (838 mètres), la différence de poids serait de 0,061 * 838 = 51 kg.
2.3 Méthode de calcul du poids avec différentes épaisseurs de paroi
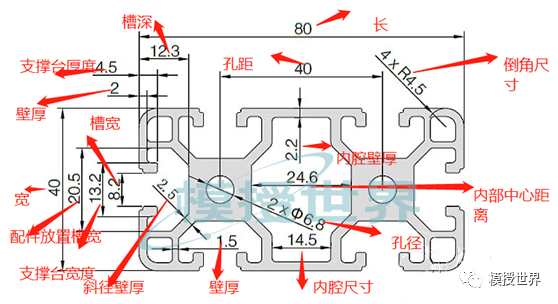
Les schémas ci-dessus montrent que cet article utilise des incréments ou des réductions d'épaisseur de paroi nominale pour calculer les différentes épaisseurs de paroi, plutôt que de les appliquer à toutes les sections. Les zones remplies de lignes diagonales sur le schéma représentent une épaisseur de paroi nominale de 1,4 mm, tandis que les autres zones correspondent à l'épaisseur de paroi des fentes et ailettes fonctionnelles, qui diffère de l'épaisseur de paroi nominale selon la norme GB/T8478. Par conséquent, lors du réglage de l'épaisseur de paroi, l'accent est principalement mis sur l'épaisseur nominale.
Compte tenu de la variation de l'épaisseur de paroi du moule lors de l'enlèvement de matière, on observe que toutes les épaisseurs de paroi des moules nouvellement fabriqués présentent un écart négatif. Par conséquent, la prise en compte exclusive des variations de l'épaisseur nominale de paroi permet une comparaison plus prudente entre le poids de pesée et le poids théorique. L'épaisseur de paroi dans les zones non nominales varie et peut être calculée à partir de l'épaisseur de paroi proportionnelle dans la plage d'écart limite.
Par exemple, pour une fenêtre et une porte d'une épaisseur nominale de 1,4 mm, le poids au mètre est de 1,192 kg/m. Pour calculer le poids au mètre d'une épaisseur de 1,53 mm, on applique la méthode de calcul proportionnel : 1,192/1,4 x 1,53, soit un poids au mètre de 1,303 kg/m. De même, pour une épaisseur de 1,27 mm, le poids au mètre est calculé comme suit : 1,192/1,4 x 1,27, soit un poids au mètre de 1,081 kg/m. La même méthode peut être appliquée à d'autres épaisseurs de paroi.
Dans le cas d'une épaisseur de paroi de 1,4 mm, après ajustement de toutes les épaisseurs, la différence de poids entre le poids de pesée et le poids théorique est d'environ 7 à 9 %. Par exemple, comme illustré dans le schéma suivant :
3. Différence de poids causée par l'épaisseur de la couche de traitement de surface
Les profilés en aluminium utilisés dans la construction sont généralement traités par oxydation, électrophorèse, pulvérisation, fluorocarbone et autres méthodes. L'ajout de ces couches de traitement augmente le poids des profilés.
3.1 Augmentation de poids dans les profils d'oxydation et d'électrophorèse
Après le traitement de surface par oxydation et électrophorèse, une couche d'oxyde et un film composite (oxyde et film de peinture électrophorétique) se forment, d'une épaisseur de 10 μm à 25 μm. Le film de traitement de surface alourdit les profilés en aluminium, mais ceux-ci en perdent lors du prétraitement. L'augmentation de poids étant négligeable, la variation de poids après oxydation et électrophorèse est généralement négligeable. La plupart des fabricants d'aluminium traitent les profilés sans alourdissement.
3.2 Augmentation du poids des profils de revêtement par pulvérisation
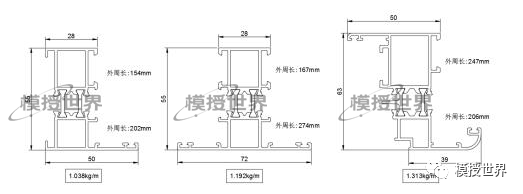
Les profilés thermolaqués sont recouverts d'une couche de poudre d'une épaisseur minimale de 40 μm. Le poids de la poudre varie en fonction de l'épaisseur. La norme nationale recommande une épaisseur de 60 μm à 120 μm. Pour une même épaisseur de film, les différents types de revêtements thermolaqués présentent des poids différents. Pour les produits fabriqués en série, tels que les châssis, meneaux et châssis de fenêtres, une seule épaisseur de film est pulvérisée sur la périphérie. Les données de longueur périphérique sont présentées à la figure 4. L'augmentation de poids des profilés après pulvérisation est indiquée au tableau 1.
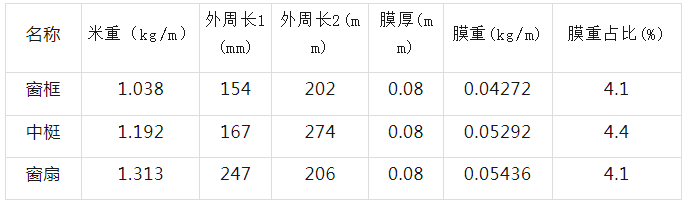
Selon les données du tableau, l'augmentation de poids des profilés de portes et fenêtres après pulvérisation représente environ 4 à 5 %. Pour une tonne de profilés, elle est d'environ 40 à 50 kg.
3.3 Augmentation du poids des profils de revêtement par pulvérisation de peinture fluorocarbonée
L'épaisseur moyenne du revêtement des profilés revêtus de peinture fluorocarbonée par pulvérisation est d'au moins 30 μm pour deux couches, 40 μm pour trois couches et 65 μm pour quatre couches. La plupart des produits revêtus de peinture fluorocarbonée par pulvérisation utilisent deux ou trois couches. En raison des différentes variétés de peinture fluorocarbonée, la densité après durcissement varie également. Prenons l'exemple d'une peinture fluorocarbonée ordinaire : l'augmentation de poids est illustrée dans le tableau 2 ci-dessous.
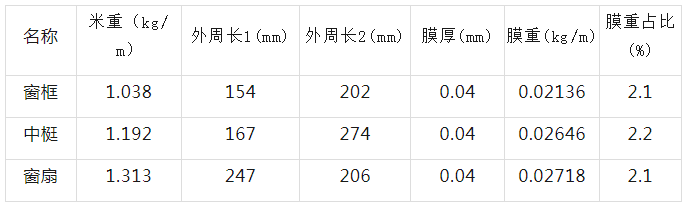
D'après les données du tableau, l'augmentation de poids des profilés de portes et fenêtres après pulvérisation de peinture fluorocarbonée est d'environ 2,0 % à 3,0 %. Pour une tonne de profilés, elle est d'environ 20 kg à 30 kg.
3.4 Contrôle de l'épaisseur de la couche de traitement de surface dans les produits de revêtement par pulvérisation de peinture en poudre et de peinture fluorocarbonée
Le contrôle de la couche de revêtement des produits revêtus de peinture en poudre et fluorocarbonée est un point clé du processus de production. Il permet principalement de contrôler la stabilité et l'uniformité de la poudre ou de la peinture projetée au pistolet, garantissant ainsi l'épaisseur uniforme du film de peinture. En production, une épaisseur excessive de la couche de revêtement est l'une des causes du recours à une seconde pulvérisation. Même polie, la couche de revêtement peut rester trop épaisse. Les fabricants doivent renforcer le contrôle du processus de pulvérisation et garantir l'épaisseur de la couche.
4. Différence de poids causée par les méthodes d'emballage
Les profilés en aluminium sont généralement emballés dans du papier ou du film rétractable, et le poids des matériaux d'emballage varie en fonction de la méthode d'emballage.
4.1 Augmentation du poids des emballages en papier
Le contrat précise généralement la limite de poids pour les emballages en papier, qui ne dépasse généralement pas 6 %. Autrement dit, le poids de papier d'une tonne de profilés ne doit pas dépasser 60 kg.
4.2 Augmentation du poids lors de l'emballage sous film rétractable
L'augmentation de poids due à l'emballage sous film rétractable est généralement d'environ 4 %. Le poids du film rétractable dans une tonne de profilés ne doit pas dépasser 40 kg.
4.3 Influence du style d'emballage sur le poids
Le principe de l'emballage des profilés est de les protéger et de faciliter leur manutention. Le poids d'un paquet de profilés doit être compris entre 15 et 25 kg. Le nombre de profilés par paquet influence le poids de l'emballage. Par exemple, pour des profilés de châssis de fenêtre conditionnés par lots de 4 pièces d'une longueur de 6 mètres, le poids est de 25 kg et le papier d'emballage pèse 1,5 kg, soit 6 % (voir la figure 5). Pour des lots de 6 pièces, le poids est de 37 kg et le papier d'emballage pèse 2 kg, soit 5,4 % (voir la figure 6).
Les figures ci-dessus montrent que plus un emballage contient de profilés, plus le pourcentage pondéral des matériaux d'emballage est faible. À nombre de profilés égal par emballage, plus le poids des profilés est élevé, plus le pourcentage pondéral des matériaux d'emballage est faible. Les fabricants peuvent contrôler le nombre de profilés par emballage et la quantité de matériaux d'emballage afin de respecter les exigences de poids spécifiées dans le contrat.

Conclusion
D'après l'analyse ci-dessus, il existe un écart entre le poids réel des profilés et leur poids théorique. L'écart d'épaisseur de paroi en est la principale cause. Le poids de la couche de traitement de surface et celui des matériaux d'emballage sont relativement faciles à contrôler. Une différence de poids de 7 % entre le poids réel et le poids calculé est conforme aux exigences de la norme, et une différence de 5 % est l'objectif du fabricant.
Édité par May Jiang de MAT Aluminum
Date de publication : 30 septembre 2023



