

1. Introduction
L'allègement des véhicules automobiles a débuté dans les pays développés, sous l'impulsion initiale des géants traditionnels de l'automobile. Grâce à un développement continu, ce secteur a connu un essor considérable. Depuis les premiers vilebrequins en Inde jusqu'à la première production en série de voitures tout aluminium par Audi en 1999, l'alliage d'aluminium a connu une forte croissance dans les applications automobiles grâce à ses avantages : faible densité, résistance et rigidité spécifiques élevées, élasticité et résistance aux chocs, recyclabilité élevée et taux de régénération élevé. En 2015, la part d'alliage d'aluminium dans les automobiles dépassait déjà 35 %.
L'allègement des véhicules en Chine a débuté il y a moins de dix ans, et tant la technologie que les applications accusent un retard par rapport à des pays développés comme l'Allemagne, les États-Unis et le Japon. Cependant, avec le développement des véhicules à énergies nouvelles, l'allègement des matériaux progresse rapidement. Tirant parti de l'essor des véhicules à énergies nouvelles, la technologie d'allègement automobile chinoise tend à rattraper celle des pays développés.
Le marché chinois des matériaux légers est vaste. D'une part, par rapport aux pays développés, la technologie d'allègement a été lancée tardivement en Chine, et le poids à vide global des véhicules est plus élevé. Compte tenu de la part de référence des matériaux légers dans les pays étrangers, la Chine dispose encore d'une importante marge de développement. D'autre part, sous l'impulsion des politiques, le développement rapide de l'industrie chinoise des véhicules à énergies nouvelles stimulera la demande de matériaux légers et encouragera les constructeurs automobiles à s'orienter vers l'allègement.
L'amélioration des normes d'émissions et de consommation de carburant accélère l'allègement des véhicules. La Chine a pleinement mis en œuvre les normes d'émissions China VI en 2020. Conformément à la « Méthode d'évaluation et aux indicateurs de la consommation de carburant des voitures particulières » et à la « Feuille de route pour les technologies des véhicules économes en énergie et à énergies nouvelles », la norme de consommation de carburant de 5,0 L/km est fixée. Compte tenu du manque de marge de manœuvre pour des avancées significatives dans la technologie des moteurs et la réduction des émissions, l'adoption de mesures visant à alléger les composants automobiles peut réduire efficacement les émissions et la consommation de carburant des véhicules. L'allègement des véhicules à énergies nouvelles est devenu un axe essentiel du développement du secteur.
En 2016, la Société chinoise d'ingénierie automobile a publié la « Feuille de route technologique pour les véhicules économes en énergie et à énergies nouvelles », qui planifiait des facteurs tels que la consommation d'énergie, l'autonomie et les matériaux de fabrication des véhicules à énergies nouvelles pour la période 2020-2030. L'allègement sera une orientation clé pour le développement futur des véhicules à énergies nouvelles. Il peut accroître l'autonomie et répondre à la « peur de l'autonomie » des véhicules à énergies nouvelles. Face à la demande croissante d'autonomie accrue, l'allègement des véhicules devient urgent, et les ventes de véhicules à énergies nouvelles ont considérablement augmenté ces dernières années. Selon les exigences du système de notation et du « Plan de développement à moyen et long terme de l'industrie automobile », on estime que d'ici 2025, les ventes de véhicules à énergies nouvelles en Chine dépasseront les 6 millions d'unités, avec un taux de croissance annuel composé supérieur à 38 %.
2. Caractéristiques et applications des alliages d'aluminium
2.1 Caractéristiques de l'alliage d'aluminium
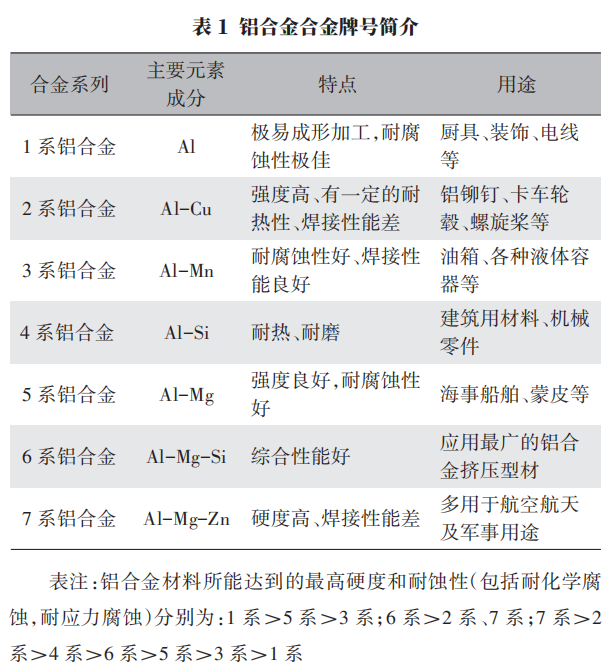
La densité de l'aluminium est trois fois inférieure à celle de l'acier, ce qui le rend plus léger. Il présente une résistance spécifique plus élevée, une bonne aptitude à l'extrusion, une forte résistance à la corrosion et une recyclabilité élevée. Les alliages d'aluminium se caractérisent par leur composition majoritaire en magnésium, une bonne résistance à la chaleur, de bonnes propriétés de soudage, une bonne résistance à la fatigue, une insensibilité au traitement thermique et une capacité d'augmentation de la résistance par écrouissage. La série 6 se caractérise par sa composition majoritaire en magnésium et en silicium, le Mg2Si étant la principale phase de renforcement. Les alliages les plus utilisés dans cette catégorie sont les 6063, 6061 et 6005A. La plaque d'aluminium 5052 est un alliage de la série AL-Mg, dont le magnésium est le principal élément d'alliage. C'est l'alliage d'aluminium antirouille le plus utilisé. Cet alliage présente une résistance mécanique élevée, une résistance à la fatigue élevée, une bonne plasticité et une bonne résistance à la corrosion. Il ne peut pas être renforcé par traitement thermique, présente une bonne plasticité lors de l'écrouissage à froid, une faible plasticité lors de l'écrouissage à froid, une bonne résistance à la corrosion et de bonnes propriétés de soudage. Il est principalement utilisé pour des composants tels que les panneaux latéraux, les toits et les panneaux de porte. L'alliage d'aluminium 6063 est un alliage de renforcement thermodurcissable de la série AL-Mg-Si, dont les principaux éléments d'alliage sont le magnésium et le silicium. Il s'agit d'un profilé en alliage d'aluminium thermodurcissable de résistance moyenne, principalement utilisé dans les composants structurels tels que les colonnes et les panneaux latéraux pour renforcer la résistance. Une présentation des nuances d'alliages d'aluminium est présentée dans le tableau 1.
2.2 L'extrusion est une méthode de formage importante de l'alliage d'aluminium
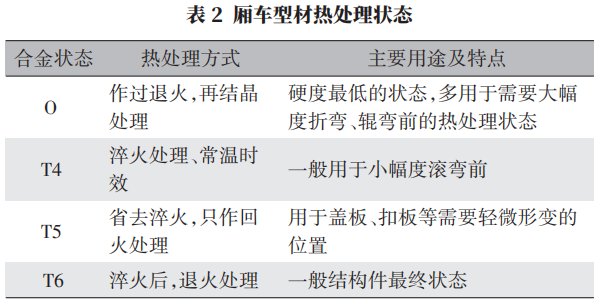
L'extrusion d'alliages d'aluminium est une méthode de formage à chaud. L'ensemble du processus de production implique la formation d'alliages d'aluminium sous contrainte de compression tridirectionnelle. Le processus de production peut être décrit comme suit : a. L'aluminium et les autres alliages sont fondus et coulés en billettes d'alliage d'aluminium requises ; b. Les billettes préchauffées sont introduites dans l'équipement d'extrusion. Sous l'action du cylindre principal, la billette d'alliage d'aluminium est façonnée en profilés requis à travers la cavité du moule ; c. Afin d'améliorer les propriétés mécaniques des profilés en aluminium, un traitement de mise en solution est effectué pendant ou après l'extrusion, suivi d'un traitement de vieillissement. Les propriétés mécaniques après traitement de vieillissement varient selon les matériaux et les régimes de vieillissement. L'état de traitement thermique des profilés de camions de type caisson est présenté dans le tableau 2.
Les produits extrudés en alliage d'aluminium présentent plusieurs avantages par rapport aux autres méthodes de formage :
a. Lors de l'extrusion, le métal extrudé subit une contrainte de compression tridirectionnelle plus forte et plus uniforme dans la zone de déformation que par laminage et forgeage, ce qui lui permet d'exploiter pleinement la plasticité du métal traité. Il peut être utilisé pour traiter des métaux difficiles à déformer, non laminés ou forgés, et pour fabriquer divers composants complexes à section creuse ou pleine.
b. Étant donné que la géométrie des profilés en aluminium peut être variée, leurs composants présentent une rigidité élevée, ce qui peut améliorer la rigidité de la carrosserie du véhicule, réduire ses caractéristiques NVH et améliorer les caractéristiques de contrôle dynamique du véhicule.
c. Les produits ayant une efficacité d'extrusion, après trempe et vieillissement, ont une résistance longitudinale (R, Raz) nettement supérieure à celle des produits traités par d'autres méthodes.
d. La surface des produits après extrusion a une bonne couleur et une bonne résistance à la corrosion, éliminant ainsi le besoin d'un autre traitement de surface anticorrosion.
e. Le traitement par extrusion offre une grande flexibilité, de faibles coûts d'outillage et de moulage et de faibles coûts de modification de conception.
f. En raison de la contrôlabilité des sections transversales des profilés en aluminium, le degré d'intégration des composants peut être augmenté, le nombre de composants peut être réduit et différentes conceptions de sections transversales peuvent permettre un positionnement de soudage précis.
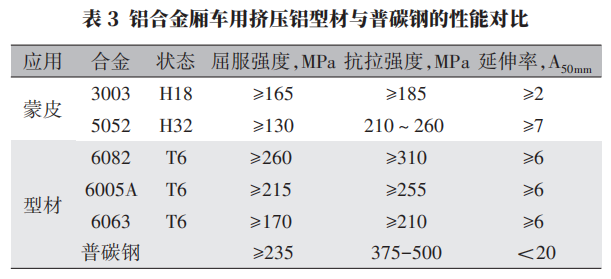
La comparaison des performances entre les profilés en aluminium extrudé pour camions de type caisson et l'acier au carbone ordinaire est présentée dans le tableau 3.
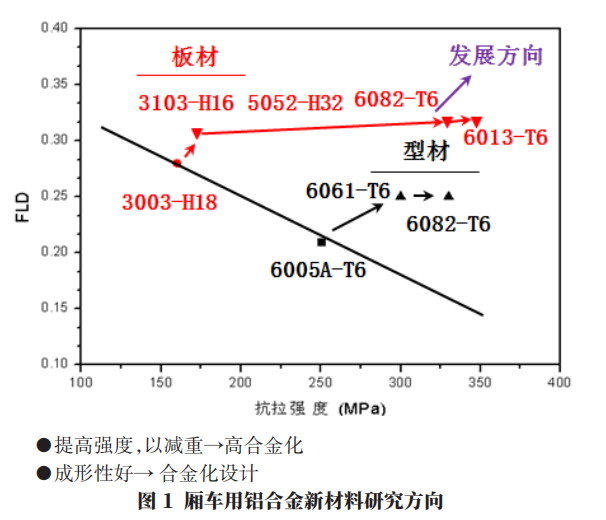
Prochaine orientation de développement des profilés en alliage d'aluminium pour camions caissonnés : amélioration de la résistance des profilés et des performances d'extrusion. La figure 1 illustre les axes de recherche sur les nouveaux matériaux destinés aux profilés en alliage d'aluminium pour camions caissonnés.
3. Structure, analyse de la résistance et vérification des camions-caisses en alliage d'aluminium
3.1 Structure de camion-caisse en alliage d'aluminium
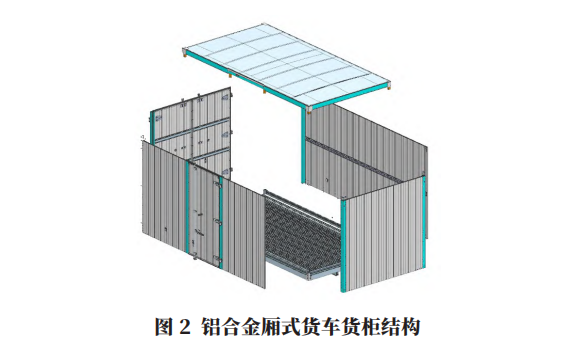
Le conteneur du camion-caisse se compose principalement d'un panneau avant, de panneaux latéraux gauche et droit, d'un panneau latéral de porte arrière, d'un plancher, d'un toit, ainsi que de boulons en U, de protections latérales, de protections arrière, de garde-boue et d'autres accessoires fixés au châssis de deuxième classe. Les traverses, montants, poutres latérales et panneaux de porte de la caisse sont fabriqués en profilés extrudés en alliage d'aluminium, tandis que les panneaux de plancher et de toit sont constitués de plaques plates en alliage d'aluminium 5052. La structure du camion-caisse en alliage d'aluminium est illustrée à la figure 2.
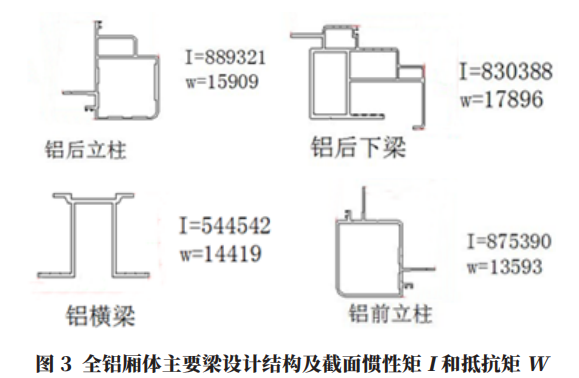
L'extrusion à chaud de l'alliage d'aluminium de la série 6 permet de former des sections creuses complexes. La conception de profilés en aluminium à sections complexes permet d'économiser des matériaux, de répondre aux exigences de résistance et de rigidité du produit, ainsi qu'aux exigences d'assemblage entre les différents composants. La structure de la poutre principale et les moments d'inertie sectionnelle I et W sont illustrés à la figure 3.
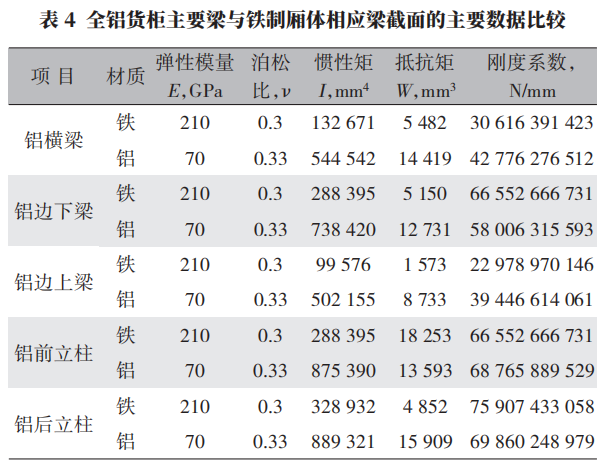
La comparaison des principales données du tableau 4 montre que les moments d'inertie et les moments résistants du profilé en aluminium conçu sont supérieurs à ceux du profilé de poutre en fer. Les coefficients de rigidité sont sensiblement identiques à ceux du profilé de poutre en fer correspondant et répondent tous aux exigences de déformation.
3.2 Calcul de la contrainte maximale
En prenant comme objet principal la traverse, la contrainte maximale est calculée. La charge nominale est de 1,5 t et la traverse est constituée d'un profilé en alliage d'aluminium 6063-T6 dont les propriétés mécaniques sont indiquées dans le tableau 5. La poutre est simplifiée sous forme de porte-à-faux pour le calcul de la force, comme illustré à la figure 4.
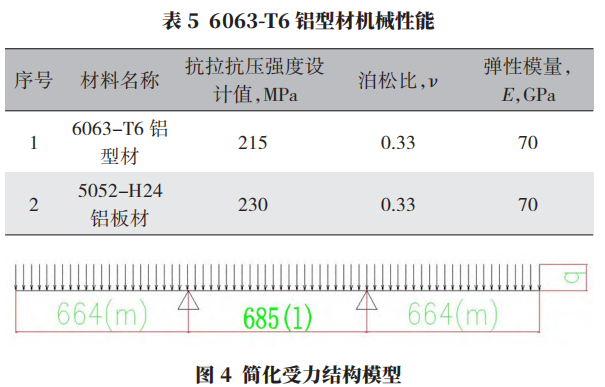
En prenant une poutre de portée de 344 mm, la charge de compression sur la poutre est calculée comme F = 3757 N sur la base de 4,5 t, ce qui représente trois fois la charge statique standard. q = F/L
où q est la contrainte interne de la poutre sous la charge, N/mm ; F est la charge supportée par la poutre, calculée sur la base de 3 fois la charge statique standard, qui est de 4,5 t ; L est la longueur de la poutre, mm.
Par conséquent, la contrainte interne q est :

La formule de calcul des contraintes est la suivante :

Le moment maximal est :

En prenant la valeur absolue du moment, M=274283 N·mm, la contrainte maximale σ=M/(1,05×w)=18,78 MPa, et la valeur de contrainte maximale σ<215 MPa, qui répond aux exigences.
3.3 Caractéristiques de connexion des différents composants
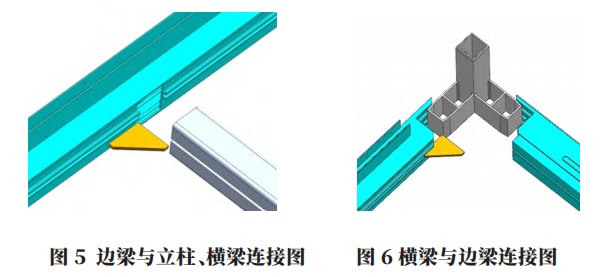
L'alliage d'aluminium présente de faibles propriétés de soudage, et sa résistance au point de soudure ne représente que 60 % de celle du matériau de base. En raison de la couche d'Al₂O₃ recouvrant la surface de l'alliage d'aluminium, le point de fusion de l'Al₂O₃ est élevé, tandis que celui de l'aluminium est bas. Lors du soudage de l'alliage d'aluminium, l'Al₂O₃ présent en surface doit être rapidement rompu pour réaliser le soudage. Parallèlement, des résidus d'Al₂O₃ restent dans la solution d'alliage d'aluminium, affectant la structure de l'alliage et réduisant la résistance au point de soudure. Par conséquent, lors de la conception d'un conteneur tout aluminium, ces caractéristiques sont pleinement prises en compte. Le soudage est la principale méthode de positionnement, et les principaux éléments porteurs sont assemblés par boulonnage. Les assemblages tels que le rivetage et la structure en queue d'aronde sont illustrés aux figures 5 et 6.
La structure principale du caisson tout en aluminium est composée de poutres horizontales, de piliers verticaux, de poutres latérales et de poutres de rive emboîtées les unes dans les autres. Quatre points de connexion relient chaque poutre horizontale et chaque pilier vertical. Ces points de connexion sont équipés de joints crantés qui s'enclenchent avec le bord cranté de la poutre horizontale, empêchant ainsi tout glissement. Les huit points d'angle sont principalement reliés par des inserts en acier, fixés par des boulons et des rivets autobloquants, et renforcés par des plaques d'aluminium triangulaires de 5 mm soudées à l'intérieur du caisson pour renforcer les angles internes. L'extérieur du caisson ne présente aucune soudure ni aucun point de connexion apparent, ce qui préserve l'esthétique générale du caisson.
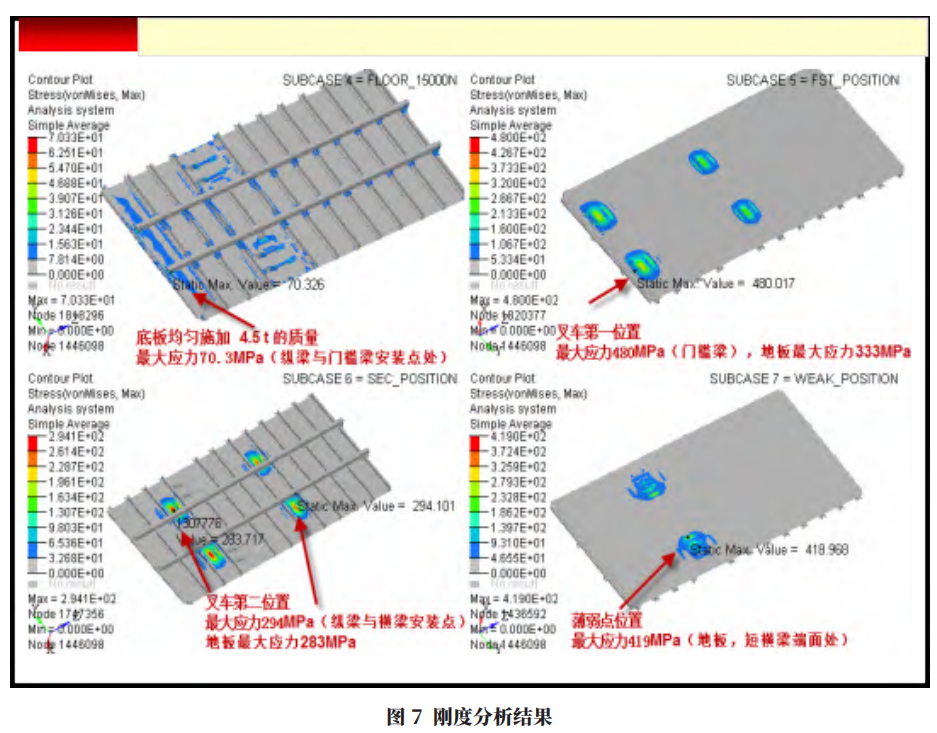
3.4 Technologie d'ingénierie synchrone SE
La technologie d'ingénierie synchrone SE permet de résoudre les problèmes liés aux importants écarts de taille accumulés lors de l'appariement des composants du corps de la boîte, ainsi que les difficultés à identifier les causes des jeux et des défauts de planéité. L'analyse IAO (voir figure 7-8) permet de comparer les corps de boîte en fer afin de vérifier leur résistance et leur rigidité globales, d'identifier les points faibles et de prendre des mesures pour optimiser et améliorer la conception.
4. Effet d'allègement du camion-caisse en alliage d'aluminium
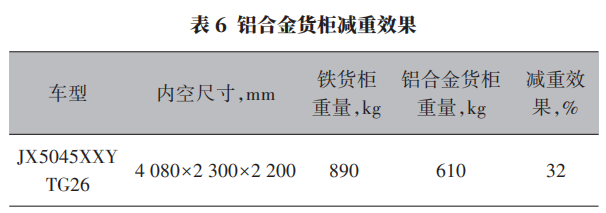
Outre la caisse, les alliages d'aluminium peuvent remplacer l'acier pour divers composants des conteneurs de camions de type caisse, tels que les garde-boue, les protections arrière, les protections latérales, les loquets et charnières de porte, ainsi que les bords du tablier arrière. Cela permet d'obtenir une réduction de poids de 30 à 40 % pour le compartiment de chargement. L'effet de réduction de poids pour un conteneur vide de 4 080 mm × 2 300 mm × 2 200 mm est présenté dans le tableau 6. Cela résout fondamentalement les problèmes de surpoids, de non-conformité aux annonces et de risques réglementaires des compartiments de chargement traditionnels en fer.
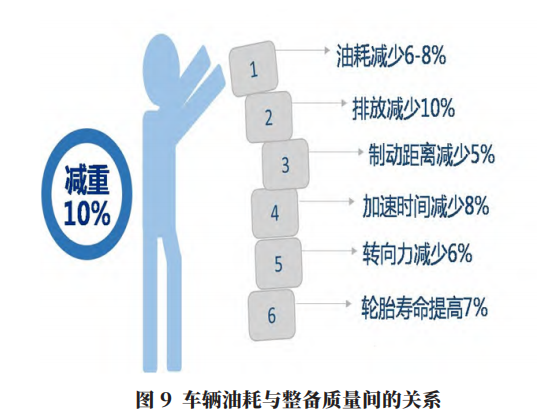
En remplaçant l'acier traditionnel par des alliages d'aluminium pour les composants automobiles, on obtient non seulement d'excellents résultats en matière d'allègement, mais cela peut également contribuer aux économies de carburant, à la réduction des émissions et à l'amélioration des performances des véhicules. À l'heure actuelle, les avis divergent quant à la contribution de l'allègement aux économies de carburant. Les résultats de recherche de l'Institut international de l'aluminium sont présentés à la figure 9. Chaque réduction de 10 % du poids d'un véhicule permet de réduire la consommation de carburant de 6 à 8 %. Selon les statistiques nationales, une réduction de 100 kg du poids de chaque voiture particulière permet de réduire la consommation de carburant de 0,4 L/100 km. La contribution de l'allègement aux économies de carburant repose sur des résultats issus de différentes méthodes de recherche, ce qui présente des variations. Cependant, l'allègement automobile a un impact significatif sur la réduction de la consommation de carburant.
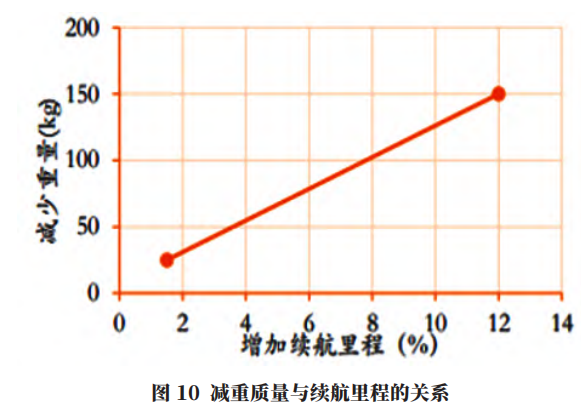
Pour les véhicules électriques, l'effet d'allègement est encore plus prononcé. Actuellement, la densité énergétique unitaire des batteries des véhicules électriques est sensiblement différente de celle des véhicules à carburant liquide traditionnels. Le poids du système d'alimentation (batterie incluse) des véhicules électriques représente souvent 20 à 30 % du poids total du véhicule. Parallèlement, surmonter le problème de performance des batteries est un défi mondial. En attendant une avancée majeure dans la technologie des batteries haute performance, l'allègement est un moyen efficace d'améliorer l'autonomie des véhicules électriques. Pour 100 kg de réduction de poids, l'autonomie des véhicules électriques peut être augmentée de 6 à 11 % (la relation entre réduction de poids et autonomie est illustrée à la figure 10). Actuellement, l'autonomie des véhicules 100 % électriques ne répond pas aux besoins de la plupart des utilisateurs, mais une certaine réduction de poids peut améliorer considérablement l'autonomie, réduisant ainsi l'anxiété liée à l'autonomie et améliorant l'expérience utilisateur.
5.Conclusion
Outre la structure entièrement en aluminium du fourgon en alliage d'aluminium présenté dans cet article, il existe différents types de fourgons, tels que les panneaux alvéolaires en aluminium, les plaques de boucle en aluminium, les châssis et revêtements en aluminium, et les conteneurs hybrides fer-aluminium. Ces derniers présentent les avantages suivants : légèreté, résistance spécifique élevée et bonne résistance à la corrosion. De plus, ils ne nécessitent pas de peinture électrophorétique, ce qui réduit l'impact environnemental de cette dernière. Le fourgon en alliage d'aluminium résout fondamentalement les problèmes de surpoids, de non-conformité aux réglementations et de risques réglementaires des compartiments de chargement traditionnels en fer.
L'extrusion est une méthode de transformation essentielle des alliages d'aluminium. Les profilés en aluminium présentent d'excellentes propriétés mécaniques, ce qui confère aux composants une rigidité de section relativement élevée. Grâce à leur section variable, les alliages d'aluminium permettent de combiner plusieurs fonctions, ce qui en fait un matériau idéal pour l'allègement automobile. Cependant, leur utilisation généralisée se heurte à des difficultés telles que des capacités de conception insuffisantes pour les compartiments de chargement en alliage d'aluminium, des problèmes de formage et de soudage, et des coûts de développement et de promotion élevés pour les nouveaux produits. La principale raison reste leur coût supérieur à celui de l'acier, tant que leur recyclage n'est pas mature.
En conclusion, le champ d'application des alliages d'aluminium dans l'automobile s'élargira et leur utilisation continuera de croître. Dans le contexte actuel d'économies d'énergie, de réduction des émissions et de développement de l'industrie des véhicules à énergies nouvelles, grâce à une meilleure compréhension des propriétés des alliages d'aluminium et à des solutions efficaces à leurs problèmes d'application, les matériaux extrudés en aluminium seront de plus en plus utilisés dans l'allègement automobile.
Édité par May Jiang de MAT Aluminum
Date de publication : 12 janvier 2024



